
2025年1月28日(火)南国の穏やかな天候のなか、昭和24年設立 沖縄県で泡盛を生産されている金武酒造様を訪問しました。

4代目の奥間尚利社長に工場を案内していただきました。
らせん階段を3階まで登っていくと柔らかな日差しが差し込む作業場に到着。
泡盛をつくる工程
~米を蒸す~
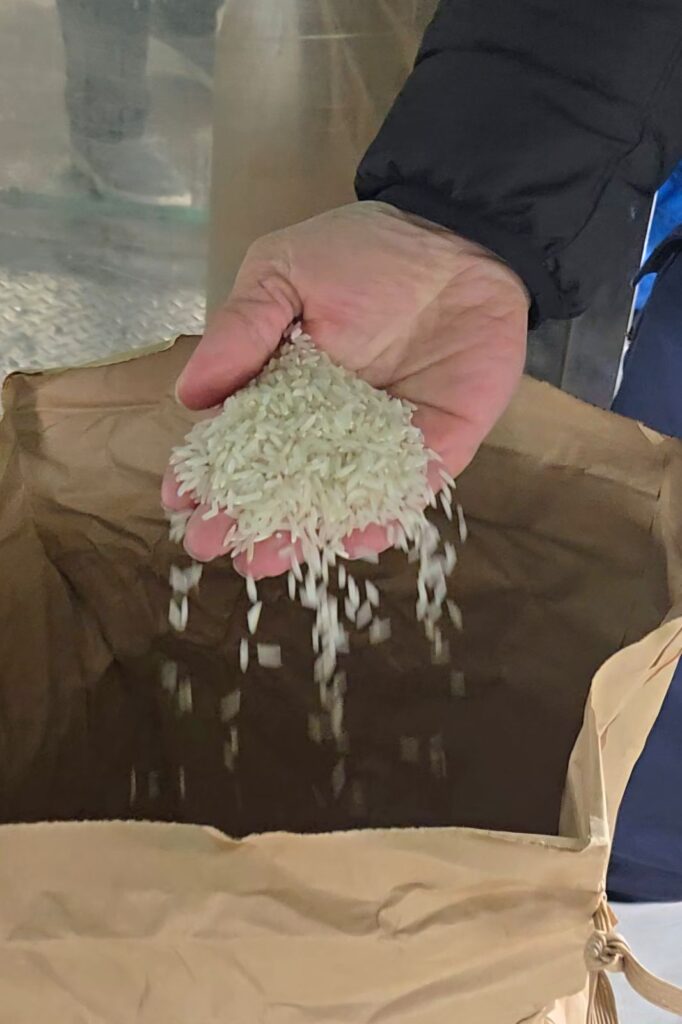
3階では、大きな回転ドラムでお米を蒸します。泡盛はジャポニカ米(日本米)ではなくインディカ米(タイ米)を使用(初めて知りました!)タイ米の方が糖質が高いので泡盛に向いているとのことです。
1時間蒸したら、黒麹菌を散布し17時間保温します。
床には2階と繋がっている穴があり、下の機械に蒸したお米を落としていきます。
※黒麹菌は、気温の高い沖縄で雑菌から守る酸をつくり澱粉の消化力も強く、風味の良い泡盛をつくるそうです。(だから美味しいんですね♡)

~製麹~
2階では、製麹の作業に入ります。
日本酒は32度で発酵させていくのに対し、泡盛は高温から低温に下げていくのだそうです。
41時間たった麹はエアーで1階の仕込み用のタンクに移されます。
金武酒造さんの始まりは、おじい様が戦後22歳で設立され、おばあ様からお父様そして現社長へと継がれている酒造所さんになります。
戦争でほとんどの酒造所がつぶれてしまったために、現在の酒造所は戦後から始めた会社が多いとのこと。現在沖縄県には、45の酒造所があるそうです。
奥間社長は昨年の4月に社長を受け継ぎ、なんと訪問した日がお誕生日でした!

~仕込み(もろみ)~
米麹と水、泡盛酵母を一つのタンクに入れて良くまぜあわせ2週間ほどでアルコールが18度くらいになります。
昔は発酵の泡がどんどん形成されて朝には溢れているほどだったそうですが、今では泡の出ない酵母菌が発見されてずいぶん楽になったとか、、、昔は朝来たら泡の掃除からスタートだったそうです。20日ほど発酵させます。
訪問してからずっと気になっていた酒造所の壁が真っ黒な訳を教わり、訪問した一同はびっくり!!!でした。
黒麹菌の“黒”なのだそうです。新工場設立の際は古い工場の柱を切り取って使うほど、酒造所の味にも影響するのだそうです。なんとも癒される黒壁でした。


~蒸留~
熟成したもろみを単式蒸留機で蒸留します。アルコールは沸点が77~78度なので温める事によってアルコールが先に気化され、それを冷却水で冷やして液体に戻します。
酒税法にあわせてアルコール濃度を調節していきますが、蒸留したては75%だとか!
首の短い蒸留機の方が香りが残るため首の長いものと味の差別化をはかっているとのこと。

~貯蔵~
3~5年寝かせた古酒なども作られていて、なんと30年ものあるそうです!
その後瓶詰されて出荷されます。

琉球泡盛“龍(たつ)”は創業者であるおじい様が辰年であったことから付けられたブランド名です。 金武酒造さんはオンラインでの販売はされていませんので、那覇空港の売店か第二工場の売店でご購入ください。沖縄県内の飲食店にも卸しているそうなので行かれた方は探してみてください。私は偶然このあと食事に行ったお店でいただきましたが本当に香りと味わいが格別でした。
そして! 夏に新宿伊勢丹にて、恒例の“泡盛物産展”とエイサー祭りが開催される予定です。
金武酒造さんも出店のご予定とのこと!! 例年7月の最終土曜日に開催されています。 「のんでみたいな~」と思った方は、ぜひ直接沖縄に行かれるか新宿伊勢丹に足をお運びくださいませ。(催事に行かれる方は事前にご確認をお願いします。)
金武酒造さんを訪問し改めて沖縄と泡盛の素晴らしさ、そして真摯に伝統製法で酒造りをされている姿に感銘を受けました。
奥間社長には、ご多忙の中ご対応いただき誠にありがとうございました。

尚、本文は金武酒造様のパンフレットと社長にご説明いただいた内容から抜粋させていただきました。
取り扱い商品などは金武酒造様のホームページをご覧くださいませ。
有限会社 金武酒造
第1工場(製造)
〒904-1201 沖縄県金武町字金武429番地
第2工場(事務所)
〒904-1201 沖縄県金武町字金武4823-1番地
098-968-2438
https://kinsyuzo-tatsu.com/company/
発酵料理士協会 スタッフ
飯田 幸恵